Metal Prototype Hydraulic Pressing Made Easy


What Are Prototype Hydraulic Press Capabilities?
Prototype hydraulic press capabilities cover a wide range of force, precision, and flexibility options that make them essential tools in modern metal forming and R&D workflows.
Here is a quick overview of what prototype hydraulic presses can do:
CapabilityDetailsForce range10 to 2,000 tons (100 kN to ~20,000 kN)Common frame typesH-frame, C-frame (up to 200 tons), 4-postTypical operationsMetal stamping, deep drawing, bending, composite molding, assemblyPrecisionClosed-loop pressure control within ±0.5% of targetSmart featuresIoT monitoring, servo drives, PLCs, digital twinsEnergy savingsUp to 40% with servo-driven hybrid systemsMaintenance benefitUp to 50% reduction in unplanned downtime with predictive systemsScalabilityDesigned to transition from low-volume prototype runs to mass production
Prototype hydraulic presses apply Pascal's principle to amplify force through a closed fluid system, giving engineers precise, repeatable control over forming operations — even on complex geometries and advanced materials.
They are especially valuable when tight tolerances, rapid iteration, and material accuracy are non-negotiable — which is exactly what automotive and aerospace manufacturers demand during the development phase.
I'm Yoshihiro Hidaka, founder of Hidaka USA, Inc., with over three decades of hands-on experience delivering sheet metal prototypes and production parts to the automotive industry — experience that has given me a deep understanding of prototype hydraulic press capabilities and how they bridge the gap between design and production. In this guide, I'll walk you through everything you need to know to make informed decisions about hydraulic press solutions for your prototyping needs.

Understanding Prototype Hydraulic Press Capabilities and Force Ranges
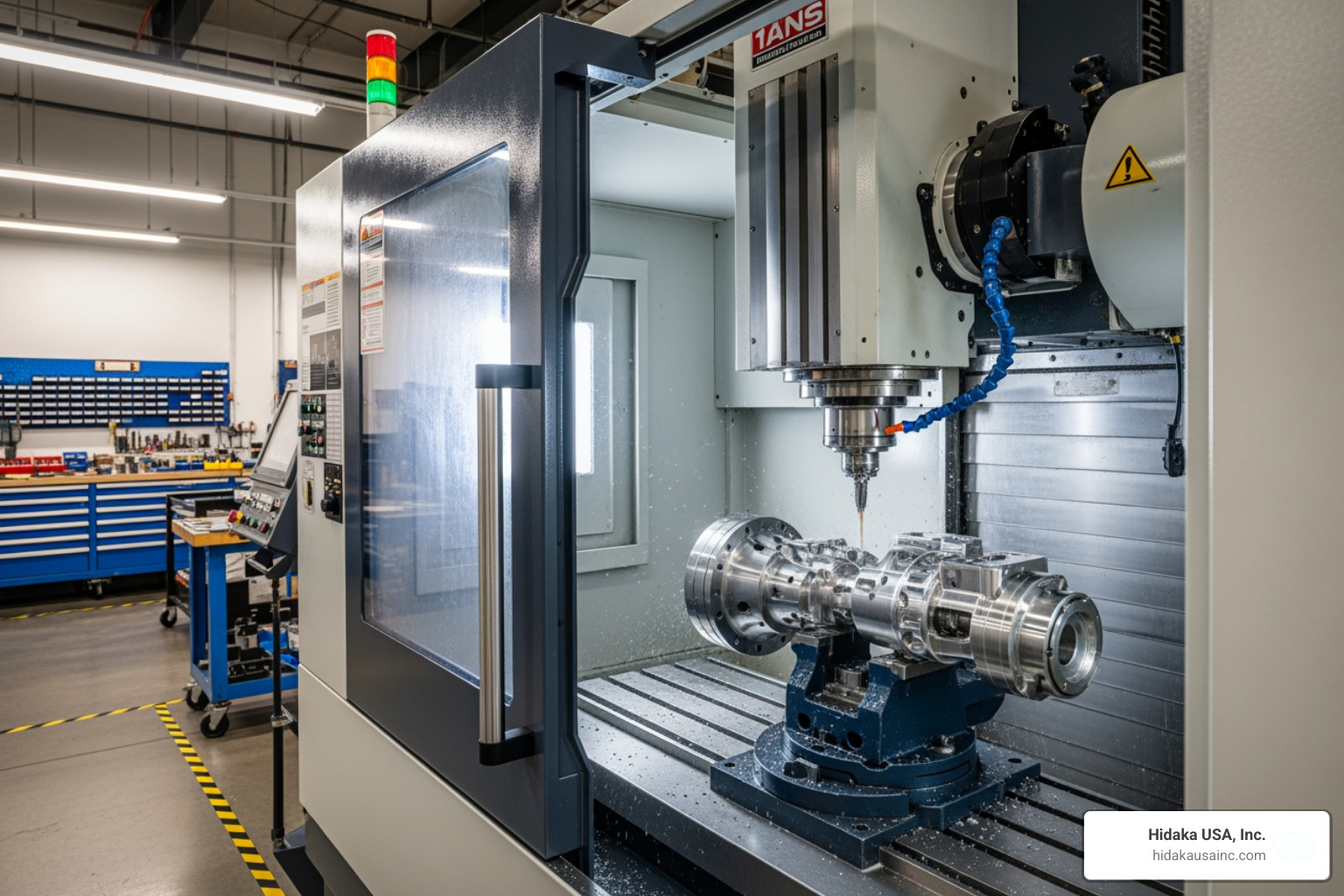
When we talk about prototype hydraulic press capabilities, we are really talking about the intersection of raw power and delicate control. At its core, a hydraulic press is a marvel of physics, specifically Pascal’s Principle. This principle states that pressure applied to a confined fluid is transmitted undiminished in every direction. In a press, we use this to achieve massive force amplification. By pushing a small amount of fluid through a narrow cylinder into a larger one, we can generate enough force to crush steel like it’s a soda can—but with the finesse of a surgeon.
The tonnage range for these machines is incredibly broad. For small-scale R&D or laboratory testing, you might see presses starting at 10 tons. On the heavy-duty end of the spectrum, custom hydraulic presses can reach up to 2,000 tons, especially for complex composite molding or heavy gauge metal stamping. For example, a 30-ton (300 kN) press with a 100 mm cylinder diameter and a 150 mm stroke is a common "workhorse" size for many workshop-level prototypes.
Research into manual press fabrication shows that even manually operated presses can handle significant tasks, such as bending 20 mm thick mild steel plate at just 50 bar of pressure. This demonstrates that prototype hydraulic press capabilities aren't just about the size of the motor; they’re about the efficiency of the hydrostatic pressure system.
Determining Tonnage and Stroke for Prototype Press Sizing
Choosing the right size for a prototype press is a bit like choosing the right pair of boots—if they’re too small, they’ll fail under pressure, and if they’re too big, you’re just carrying around extra weight you don't need. When we size a press for a specific prototype operation, we look at several key factors:
- Tooling Contact Area: It’s a common mistake to size a press based on the overall part dimensions. In reality, you need to calculate the force based on the actual contact area of the tooling at the point of peak load.
- Material Resistance: Different materials put up different levels of "fight." Forming a piece of 3 mm mild steel requires significantly less force (around 15-20 bar in some setups) than a high-strength aerospace alloy.
- Peak Force Location: Where in the stroke does the most force happen? If the peak force is at the very bottom of the stroke, the structural envelope of the press must be rigid enough to prevent deflection.
- Daylight and Stroke: "Daylight" is the space between the press bed and the ram when it’s fully retracted. You need enough daylight to fit your tooling and the part, and enough stroke length to actually complete the forming or assembly process.
For those interested in the nitty-gritty engineering data, you can find Table 1. Some designed values for the hydraulic press which outlines the relationship between cylinder thickness, bolt sizing, and pressure retention.
Scalability from Prototype Hydraulic Press Capabilities to Mass Production
One of the biggest advantages of working with a facility like ours in Dublin, Ohio, is that we don't just think about the "now"—we think about the "next." A successful prototype isn't much use if it can't be manufactured at scale.
Scalability involves transitioning from slow, manual prototype cycles to high-speed, automated production. During the prototyping phase, we might use aluminum tooling because it's faster and cheaper to machine. However, as we move toward mass production, we use the data gathered from the prototype press—such as exact pressure curves and material spring-back—to design durable steel dies.
Repeatability is the name of the game here. If a prototype press can maintain a closed-loop pressure tolerance of ±0.5%, we can be confident that the production run will meet the same quality control standards. You can find more info about prototyping services on our dedicated page to see how we manage this transition.
Frame Configurations and Design Optimization for R&D
The "skeleton" of the press—its frame—determines how it can be used. In our R&D work, we typically see three main configurations:
- H-Frame: The most versatile and robust design. It looks like a giant "H" and offers excellent stability for high-tonnage applications.
- C-Frame: Shaped like a "C," these presses offer three-sided access to the work area, making them perfect for smaller parts or manual loading. C-frame presses are typically available in capacities up to 200 tons.
- 4-Post (or Four-Column): These provide the most even pressure distribution and are the gold standard for high-precision molding and deep drawing.
We’re also seeing incredible leaps in design optimization. Using techniques like topology optimization and research on H-type press optimization, engineers have developed "honeycomb" ram structures. By replacing a solid steel slab with a honeycomb pattern, we can reduce the weight of a 200-ton press ram from 6,361 kg down to 5,129 kg—a 19.4% reduction in weight and cost without sacrificing strength.
We often use high-strength materials like EN24T steel for these components because it offers the perfect balance of ductility and wear resistance. This kind of optimization ensures that prototype hydraulic press capabilities remain cost-effective for small-batch R&D.

Advanced Features: IoT, Servo Drives, and Smart Controls
The days of the "dumb" hydraulic press are over. Modern prototype hydraulic press capabilities are driven by intelligence. One of the most significant innovations is the shift to servo-driven systems. Unlike traditional hydraulic systems that keep a pump running constantly, servo-driven presses only use power when the ram is moving. This can lead to a staggering 40% reduction in energy consumption.
But it’s not just about the electric bill. Servo systems allow for precision pressure control within ±0.5% of the target. When you're trying to validate a complex part for a railcar or a race car, that level of precision is vital.
We also integrate IoT-enabled monitoring and "Digital Twins." A digital twin is a virtual model of the press that runs alongside the physical machine. By using smart sensors to track vibration, oil temperature, and pressure in real-time, we can predict when a seal is about to fail before it actually happens. In fact, predictive maintenance can reduce unplanned downtime by up to 50%.
To see these innovations in action, check out this video on the Latest Innovations in Hydraulic Press Technology.
Enhancing Precision with Modern Prototype Hydraulic Press Capabilities
Precision in prototyping is often managed through Programmable Logic Controllers (PLCs). These "brains" allow us to program specific pressure curves. For example, we might want the press to descend quickly, slow down just before contact, and then hold a specific pressure for exactly five seconds to allow a composite material to cure.
Furthermore, additive manufacturing (3D printing) is changing the way we look at tooling. We can now 3D print dies with "conformal cooling channels"—internal paths that follow the shape of the part to provide even cooling. This reduces cycle times by up to 15% and ensures the metal or composite doesn't warp as it cools.
Materials and Applications in Modern Prototyping
What can you actually do with these machines? The answer is: just about anything that requires force. At Hidaka USA, Inc., we use our prototype hydraulic press capabilities for a variety of high-stakes industries.
- Metal Stamping and Deep Drawing: Creating complex automotive body panels or structural components.
- Composite Molding: Using heated platens and vacuum-assisted pressing to create lightweight, high-strength parts for aerospace. Vacuum chambers are essential here to remove air and moisture, which reduces porosity and makes the part stronger.
- Assembly: Press-fitting sleeves into engine cylinders (often requiring around 15 bar of pressure) or assembling heavy-duty bearings.
Here is a quick look at how different materials behave under the press:
MaterialDeformation ResistanceBest Press TypeAluminum (6061)LowC-Frame or H-FrameMild SteelMediumH-FrameHigh-Strength SteelHigh4-Post / High TonnageCompositesVariable (requires heat)Vacuum-Assisted 4-Post
Whether it's a structural part for a mass-transit railcar or a precision component for a motorsports team, our facility is equipped to handle the pressure. You can find more info about our manufacturing facility and our ISO 9001 certified processes on our website.
Safety, Ergonomics, and Integration in the Workflow
Safety isn't just a checkbox for us; it’s a core value. When you’re dealing with 2,000 tons of force, there is no room for error. Modern prototype presses are equipped with light curtains—invisible infrared beams that instantly stop the machine if a hand or tool breaks the plane. We also use dual-hand "palm buttons" to ensure the operator's hands are nowhere near the pinch points during operation.
From an ergonomic standpoint, we design our R&D workflows to minimize operator fatigue. This includes adjustable bed heights and intuitive touch-screen interfaces. For larger runs, we can even integrate robotic arms to handle the loading and unloading of parts, which keeps the process moving safely and efficiently.
Our commitment to quality and safety is backed by our AWS (American Welding Society) certification and our adherence to the Design and Manufacture of a 30-Ton Hydraulic Press standards, ensuring every machine we use or build meets rigorous industrial requirements.
Frequently Asked Questions about Prototype Hydraulic Presses
How do prototype presses differ from production-scale presses?
Prototype presses are built for flexibility. While a production press is a "sprinter" designed for high-speed, repetitive cycles, a prototype press is a "gymnast." It prioritizes variable speed control, easy tooling changes, and the ability to stop and analyze the part at any point in the stroke. This allows us to iterate quickly without the massive setup time required for a production line.
What are the benefits of servo-driven hydraulic systems in prototyping?
The biggest benefits are precision and energy efficiency. Servo-driven systems provide a much "cleaner" pressure profile, which is essential when testing new materials. They are also much quieter, which makes for a better working environment in an R&D lab, and they reduce energy consumption by up to 40%.
How is the required tonnage calculated for a new prototype?
We look at the "worst-case" scenario. We calculate the total surface area being pressed and multiply it by the material's shear or yield strength. We then add a safety margin (typically 20-30%) to ensure the press isn't running at its absolute limit, which extends the life of the seals and the frame.
Conclusion
At Hidaka USA, Inc., we believe that prototype hydraulic press capabilities are the key to unlocking innovation. By combining massive force with smart sensors, energy-efficient servo drives, and optimized frame designs, we help our partners in the automotive and aerospace sectors move from a "good idea" to a "great product" faster than ever before.
From our 95,000-square-foot facility in Dublin, Ohio, we provide the engineering expertise and the heavy-duty hardware needed to bridge the gap between initial concept and full-scale manufacturing. If you're ready to see what our presses can do for your next project, explore our more info about mass production to see how we scale your success.