The Sharpest Guide to 2D Laser Cutting Services

Understanding 2D Laser Cutting Services
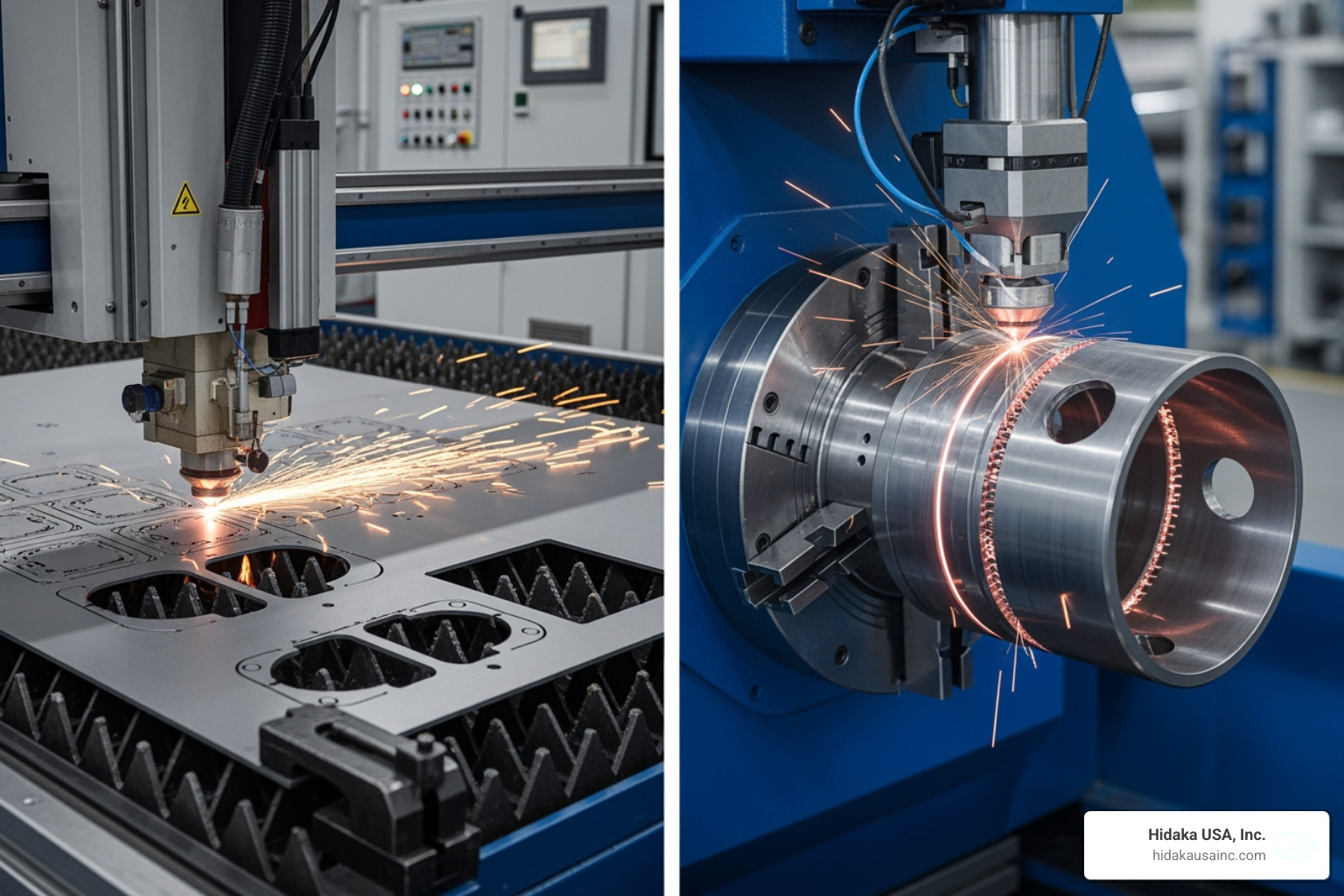
When we talk about 2D laser cutting services, we are describing a subtractive manufacturing process that uses a high-powered, focused laser beam to pierce and cut through raw sheet stock. Think of it like a super-powered, microscopic saw blade that never gets dull. The "2D" part refers to the movement of the laser head, which travels along the X and Y axes (left to right, front to back) to trace a flat pattern. This movement is governed by Computer Numerical Control (CNC) systems, which translate digital vector files into precise physical paths, ensuring that every cut is executed with mathematical accuracy.
The process begins with a piercing beam that creates a hole in the material, followed by a continuous cut. Most modern facilities utilize either CO2 lasers or Fiber lasers. CO2 lasers have been the industry workhorse for decades, utilizing a gas mixture to generate the beam. However, Fiber lasers are rapidly becoming the favorite for metal fabrication because they are incredibly fast and efficient, especially on thinner gauges and reflective materials like copper and brass. Fiber lasers use optical fibers doped with rare-earth elements to amplify light, resulting in a beam that is much more concentrated and energy-efficient than its CO2 predecessor.
2D vs. 3D and 6-Axis Cutting
It is easy to get these confused, so let's break it down. 2D laser cutting is all about flat patterns. If you can lay the part flat on a table, it’s a 2D job. This is perfect for brackets, panels, washers, and faceplates. The simplicity of 2D cutting allows for rapid nesting, where multiple parts are arranged on a single sheet to minimize material waste.
In contrast, 3D or 6-axis laser cutting involves a laser head that can tilt and rotate. This allows us to cut complex shapes like pipe laterals, centrifugal cones, or even perform helical cutting on a pre-formed tube. While 2D cutting produces the "puzzle pieces," 3D cutting is often used for the structural "skeleton" of a project. However, many 3D assemblies actually start as 2D laser-cut parts that are later bent or welded together. At our facility in Dublin, Ohio, we utilize both to ensure we can handle everything from a simple mounting plate to a complex automotive chassis component. This dual capability allows us to transition seamlessly from flat sheet processing to complex tube and structural steel fabrication.
Material Versatility and Thickness Capabilities
One of the biggest reasons our customers choose 2D laser cutting services is the sheer variety of materials the technology can handle. Whether you are building a heavy-duty industrial bracket or a delicate electronic housing, there is likely a laser setting for it. The versatility of the laser beam allows it to be tuned for different thermal conductivities and melting points, making it a universal tool for modern engineering.

Material Versatility in 2D Laser Cutting Services
The thickness we can cut depends heavily on the material type and the wattage of the laser. Professional shops like Hidaka USA, Inc. maintain strict quality standards, often adhering to ISO 9001:2015 guidelines to ensure material integrity. Here is a breakdown of the typical capabilities you’ll find in a professional shop:
- Mild Steel: This is the bread and butter of the industry. We can typically cut up to 1-inch thick mild steel. Because mild steel is ductile and weldable, it’s the go-to for structural components in the automotive and rail industries.
- Stainless Steel: Known for its corrosion resistance, we can cut stainless up to 1/2-inch thick. We often use nitrogen high-pressure cutting for stainless to ensure an oxide-free edge, which means the part is ready for welding or painting immediately after cutting without the need for secondary cleaning.
- Aluminum: Aluminum is tricky because it’s reflective and dissipates heat quickly, but modern fiber lasers handle it beautifully. We typically see thicknesses up to 3/8-inch. This is essential for motorsports applications where weight reduction is critical.
- Copper and Brass: These are highly reflective "yellow metals." In the past, they were nearly impossible to laser cut because the beam would reflect back and damage the machine, but fiber laser technology has made cutting these materials up to 1/4-inch a standard reality.
- Non-Metals: Many 2D laser cutting services also support acrylic and wood (like birch plywood) up to 1/4-inch or 1/2-inch. These are popular for signage, templates, and architectural models.

Key Advantages Over Traditional Methods
Why choose a laser over a traditional punch press, waterjet, or milling machine? It usually comes down to three things: precision, speed, and cost-efficiency. While traditional methods have their place, the flexibility of the laser makes it the superior choice for modern, manufacturing environments.
No Tooling Costs: Unlike a punch press, which requires expensive custom dies that can take weeks to manufacture, a laser only needs a digital file. This makes it the king of prototyping and low-volume production. If you need to change a hole diameter by 1mm, we just update the software—no need to buy a new tool or wait for a die to be re-ground.
Narrow Heat-Affected Zone (HAZ): Because the laser beam is so focused, the heat doesn't spread far into the surrounding material. This results in minimum deformation and keeps the structural integrity of the part intact. This is a significant advantage over plasma cutting, which creates a much larger HAZ and can warp thin sheets.
Intricate Detail: Lasers can cut extremely small holes and complex, "lace-like" drawings that would be impossible for a physical drill bit or milling tool to achieve without breaking. The kerf (the width of the cut) is often as small as 0.1mm, allowing for incredibly tight nesting and complex geometries.
Precision and Speed
In manufacturing, time is money. 2D laser cutting services offer incredible high-speed motion, allowing us to fly through sheets of metal at hundreds of inches per minute.
- Tolerances: We typically achieve a +/- 0.005-inch tolerance. For hardware holes or critical mating surfaces, we can even tighten that up further through careful calibration.
- Repeatability: Whether you need one part or 10,000, the laser will cut the last one exactly like the first one. There is no tool wear to worry about, which is a common issue with mechanical bits and punches.
- Lead Times: Because there is no "setup" in the traditional sense, we can often offer 1-day expedited lead times for urgent projects, with standard turnarounds of 3-5 days. This agility is why the motorsports industry relies so heavily on laser cutting for rapid repairs and iterations.
Design Guidelines and Secondary Processes
To get the best results from 2D laser cutting services, your design needs to be "laser-ready." We don't just hit 'print'; we look at the physics of the cut to ensure the part is manufacturable and cost-effective.
Optimizing Designs for 2D Laser Cutting Services
When you send us your files—ideally in DXF, DWG, or AI formats—our engineering team looks for a few key things to ensure a successful production run:
- Hole Diameters: As a rule of thumb, the diameter of a hole should not be smaller than the thickness of the material. If you try to cut a 1mm hole in 5mm steel, the heat can get trapped and "blow out" the hole, resulting in a jagged or oversized opening.
- Bend Reliefs: If your 2D part is going to be bent later in a press brake, you need to include bend reliefs (small notches) at the corners. This prevents the metal from tearing or bulging during the forming process, ensuring a clean 90-degree angle.
- Minimum Part Size: Very tiny parts (smaller than 0.25" x 0.25") can fall through the slats of the laser bed into the scrap bin. We often "tab" these parts into the skeleton of the sheet so they stay in place until you’re ready to pop them out manually.
- Kerf Compensation: The laser beam has a physical width (the "kerf"). Our software automatically compensates for this by offsetting the path of the laser, so your finished part matches your CAD dimensions exactly.
Once the parts are cut, they often need a little extra love to meet final specifications. Most reputable services offer secondary processes to give you a finished product ready for assembly:
- Deburring: Removing the sharp edges or small "burrs" left behind by the laser, often using a vibratory tumbler or a wide-belt sander.
- Forming and Bending: Using a CNC press brake to turn that 2D flat pattern into a 3D bracket or enclosure.
- Hardware Insertion: Pressing in threaded studs, standoffs, or nuts (often called PEM hardware) to allow for easy assembly.
- Finishing: This includes powder coating for durability, anodizing for aluminum parts, or even UV printing for branded panels and industrial signage.
Frequently Asked Questions about 2D Laser Cutting
What factors influence the cost of laser cutting?
The cost is generally determined by "laser time." The thicker the material and the more complex the geometry (more "starts" and "stops"), the longer the laser has to run. Material type is also a factor; stainless steel and copper are more expensive than mild steel. Finally, quantity matters—the more parts we cut at once, the lower the cost per part because we can optimize the "nesting" (fitting as many parts as possible onto one sheet) and spread the initial programming cost across more units.
What are the standard lead times for custom parts?
For simple flat parts, you are looking at 3 to 5 business days. If you are in a rush, many shops (including ours in Ohio) offer 1-day expedited services for prototypes. If your project requires secondary steps like bending, hardware insertion, or powder coating, expect to add a few days to that timeline to account for the additional handling and curing times.
Which materials cannot be laser cut?
We have to be careful here for safety and machine health reasons. We cannot cut PVC or Polycarbonate (Lexan) because they release toxic chlorine gas or catch fire when hit by a laser. We also avoid materials with heavy glue or certain carbon fibers that don't react well to the thermal process. Very thick copper (over 1/4 inch) is also a challenge because it reflects the laser beam back into the machine, which can cause expensive damage to the optical sensors.
How does nesting improve efficiency?
Nesting is the process of using specialized software to arrange parts on a sheet of metal like a jigsaw puzzle. By minimizing the space between parts, we reduce material waste (scrap). This not only lowers the material cost for the customer but also reduces the number of sheets we need to load into the machine, speeding up the overall production time.
Conclusion
At Hidaka USA, Inc., we’ve seen how 2D laser cutting services have revolutionized the way the automotive and motorsports industries operate. By combining this high-speed technology with our strict ISO 9001 quality control and American Welding Society (AWS) certifications, we ensure that every part leaving our Dublin, Ohio facility meets the highest standards of American manufacturing. Our commitment to precision and quality is what allows us to serve as a trusted partner for both local Ohio businesses and international corporations.
Whether you are prototyping a new bracket for a mass-transit railcar or moving into mass production for an automotive assembly, 2D laser cutting provides the precision and flexibility you need to stay competitive in a global market. Our 95,000 square foot facility is equipped to handle your most demanding projects with the speed and accuracy that only modern fiber laser technology can provide.


